英语
英语钢板电机壳的零件工艺分析
钢板电机壳共有3组加工表面,它们有一定的位置要求。现分述如下:1、以厚度为8mm 的底座底面和上表面 这一组加工表面包括:两个底面尺寸为30×100mm,粗糙度为3.2,平行度为0.05,还有以底面为基准在平面上的4个Φ8mm德孔 Φ12mm,其中
了解详情


钢板电机壳共有3组加工表面,它们有一定的位置要求。现分述如下:1、以厚度为8mm 的底座底面和上表面 这一组加工表面包括:两个底面尺寸为30×100mm,粗糙度为3.2,平行度为0.05,还有以底面为基准在平面上的4个Φ8mm德孔 Φ12mm,其中
了解详情
卷筒电机壳基面的选择是工艺规程设计中的重要工作之一。基面选择得正确、合理,可以保证加工质量,提高生产效率。否则,就会使加工工艺过程问题百出,严重的还会造成零件大批报废,使生产无法进行。1、粗基准的选择 对于一般的腔类零件而
了解详情
蜜蜂的劳动,带来了花朵的芬芳;春蚕的劳动,带来了精美的衣裳;你的劳动,带来了美好的希望。 生命是树叶,绿了枯了,必然;青春是鲜花,开了谢了,天然;金钱是列车,进了出了,淡然;事业是博弈,输了赢了,坦然;感情是茶水,浓了淡了,自然;生活
了解详情
卷筒电机壳,包括金属板拉伸成型机壳、压铸成型金属机壳、冷挤压成型以及合金管材成型机壳等。由于其密度低、重量轻、加工方便,所以应用广泛。冷挤压和车削成品金属合金壳体结构,冷挤压后毛坯需要时效处理。完成后,表面需要阳极氧化。卷筒电机壳具有以下功能:1、接地/漏电保护
了解详情电机运转时,在摩擦力的作用下,钢板电机壳会产生一些热量。如果钢板电机壳过热,会损坏电机,影响电机的正常运行。所以电机壳会带有很多叶片或者风扇和润滑油来冷却电机壳。那么什么样的问题对于钢板电机壳来说是合理的呢?我们需要从不同类型的电机来解释这个问题:1.防爆情况下的交流电机
了解详情
电机壳的维护保养有多重要,下面由裕丰电气小编告诉您! 首先要保证电机壳外部的清洁,这样才能保证电机在过程中的优越和流畅。一般电机运行5000小时左右。更换润滑脂时,重点是铲除旧润滑油,在油条中清洗轴承和轴承盖,而后填充
了解详情
电机壳作为电机的重要部件,起到保护电机的作用。 电机壳厂通常使用模具冲压出电机壳。 模具制成的产品质量好,生产效率高。 既然电机壳的模具那么重要,怎么才能做好呢? 需要考虑哪些因素?1:耐磨性
了解详情
电机又称马达,是指根据电磁感应定律实现电能转换或传递的电磁装置。 机壳的作用是固定和保护内部的定子、转子、轴承、电刷等功能部件。 你知道质量好的卷筒电机壳长什么样吗?
了解详情
冲压件和拉伸件在制造过程中需要进行防腐处理,以有效防止产品在使用过程中腐蚀。 有以下几种方式可以分享给大家: 1、环氧富锌底漆涂层,喷涂前对金属冲压拉伸件开展加热能够提升环氧富锌底漆的粘合力,加快干燥。 &
了解详情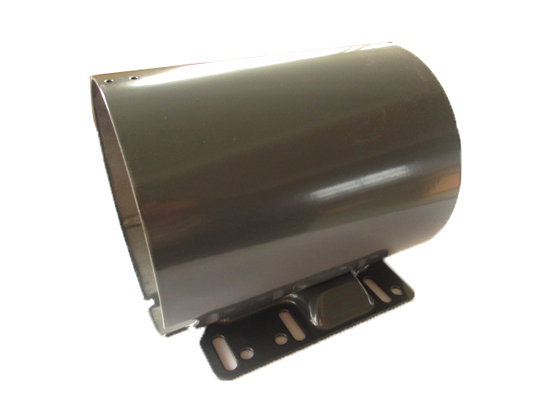
风机钢板电机壳经常会漏气,原因如下: 1、上下二开或三开机壳(离心风机、两级机壳轴流风机连接不严漏气。 2、机壳铆接不严或咬合不严或焊缝有孔洞。 &nb
了解详情